Новости о продуктах
-

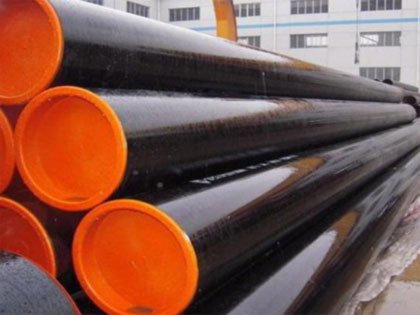
Технология многопроволочной дуговой сварки под флюсом для труб LSAW
Поскольку сварка является основным процессом производства прямошовных стальных труб, особенно высококачественных нефтегазовых, необходимо обеспечить высокое качество и одновременно повысить эффективность сварки. Длина сварного шва прямошовных стальных труб, как правило, довольно велика, обычно около...Читать далее -
Трубы из высококачественной стали
Производство труб из высококачественной стали основано на процессе микролегирования и нагрева. Процесс термообработки труб из высококачественной стали имеет решающее значение. Область применения сварных труб для трубопроводов постепенно расширяется, особенно в диапазоне больших диаметров, где...Читать далее -

Каково влияние низкокачественной трубной заготовки на бесшовные стальные трубы?
Качество бесшовных стальных труб существенно зависит от преимуществ и недостатков заготовки. Высококачественная бесшовная стальная труба может быть произведена из высококачественной заготовки, в то время как заготовка низкого качества может привести к множеству проблем с качеством. Основные факторы, влияющие на качество труб...Читать далее -

Причины появления шлаковых включений в прямошовных стальных трубах
Шлаковые включения в сварных стальных трубах – это шлак, остающийся внутри сварного шва. Согласно теоретическому анализу, основными причинами образования шлаковых включений при автоматической сварке под флюсом являются: ① Наличие большого количества включений в исходных материалах (включая основной металл, сварочную проволоку и флюс); ② Очистка...Читать далее -

Технические характеристики стальных труб по британскому стандарту
I. Обзор спецификаций стальных труб по Британскому стандарту. Британский стандарт определяет спецификации стальных труб в двух категориях: метрической и дюймовой. Спецификации стальных труб формулируются по-разному в зависимости от используемой метрической или дюймовой системы мер. В метрической системе...Читать далее -

Как установить фитинги для труб из нержавеющей стали
1. Зажигание дуги на фитингах из нержавеющей стали осуществляется методом повторной сварки, а закрытие дуги – методом полного заваривания кратеров. Зажигание дуги должно осуществляться в наклонном положении, а её горение и зажигание на поверхности трубы и шинах фитингов должны быть...Читать далее